Parametar proizvoda
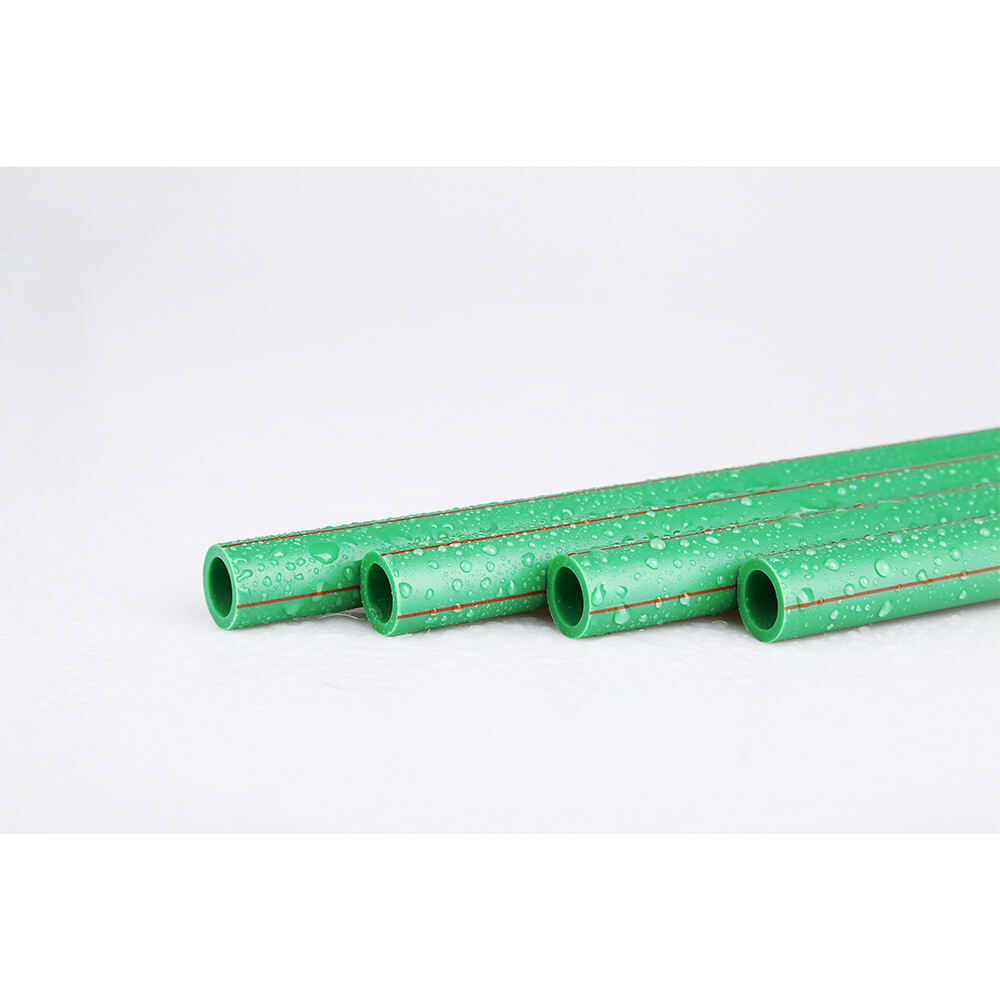
ZHSU polipropilen tip PP-R cijevi prikladne su za upotrebu s vrelom i hladnom pitkom vodom, radna temperatura PP-R cijevi može biti do 70℃ s više od 50 godina službenog vijeka pod radnim tlakom od 10 bara.
Naše cevi PPR izrađene su od 100% novog sirovinskog materijala tvrdišta Borealis i Južne Koreje s rasponom veličina od 20mm (1/2'') do 160mm (6''), što sprečava rast bakterija i čini proizvod visoko higiјeničnim i neštetnim
Specifikacije
Materijal: Polipropilen slučajni kopolimer (PPR)
Veličina: 20mm(1/2’’) do 160mm(6’’)
Pritisak: PN10/S5 do PN20/S2.5.
Boja: zelena, bijela, siva, druga prilagođena boja
Duljina: 4 metra, 3 metra ili 5.8 metara po komadu
Standard: ISO 15874, DIN 8077/8078, GB/T18742
Spajanje: Spajanje u štitnici, flangovito spajanje ili škrpno spojivanje za cev PPR
| Veličina (mm) | Veličina (inch) | PN10 | PN12.5 | PN16 | PN20 | ||||
| Debljina (mm) | Težina (kg/meter) | Debljina (mm) | Težina (kg/meter) | Debljina (mm) | Težina (kg/meter) | Debljina (mm) | Težina (kg/meter) | ||
| 20 | 1/2'' | 2 | 0.114 | 2.3 | 0.127 | 2.8 | 0.148 | 3.4 | 0.172 |
| 25 | 3⁄4'' | 2.3 | 0.163 | 2.8 | 0.191 | 3.5 | 0.231 | 4.2 | 0.267 |
| 32 | 1'' | 2.9 | 0.259 | 3.6 | 0.313 | 4.4 | 0.371 | 5.4 | 0.436 |
| 40 | 1 1/4'' | 3.7 | 0.411 | 4.5 | 0.488 | 5.5 | 0.578 | 6.7 | 0.676 |
| 50 | 1 1/2'' | 4.6 | 0.631 | 5.6 | 0.75 | 6.9 | 0.894 | 8.3 | 1.041 |
| 63 | 2'' | 5.8 | 0.993 | 7.1 | 1.209 | 8.6 | 1.404 | 10.5 | 1.655 |
| 75 | 2 3/4'' | 6.8 | 1.377 | 8.4 | 1.679 | 10.3 | 2 | 12.5 | 2.345 |
| 90 | 3'' | 8.2 | 1.957 | 10.1 | 2.422 | 12.3 | 2.869 | 15 | 3.487 |
| 110 | 4'' | 10 | 3.013 | 12.3 | 3.61 | 15.1 | 4.301 | 18.3 | 5.037 |
| 160 | 6'' | 14.6 | 6.385 | 17.9 | 7.63 | 21.9 | 8.927 | 26.6 | 10.601 |
PRIMJENA
1: Sustav cijevanja za vodu za jelu i hladu u stanovnim i poslovnim zgradama, bolnicama, hotelima itd.
2: Grijanje sustav
3: Transport industrijskih agresivnih tekućina
4: Poljoprivređivanje i vrtovaštvo
5: Sunčeva elektrana
TESTIRANJE & PROVJERA
| Sljedeći članak | Zahtjev | Rezultat |
| Vizualna inspekcija | Nema bojne odstupanja kod PPR cijevi, površina PPR cijevi mora biti glatka, bez praznina, buba, vidljive nečistoće ili bilo koje druge nedostatke | Kvalificirani |
| Test neprozirnosti | Cijev od PPR ne bi trebala biti prozorna | Zaštićeno od svjetla |
| Stopa vertikalnog ponovnog koristenja | ≤2% | 0.7 |
| Ispitivanje udarom | stopa oštećenja < 10% uzoraka | Nema oštećenja |
| Test hidrostatičnog tlaka | tlak od 1,6 Mpa tijekom jedne sata pri temperaturi od 20℃ | Nema prske, nema promjera |
| tlak od 4,2 Mpa tijekom 22 sata pri temperaturi od 95℃ | Nema prske, nema promjera | |
| tlak od 3,8 Mpa tijekom 165 sati pri temperaturi od 95℃ | Nema prske, nema promjera | |
| 3,5 Mpa tlaka tijekom 1000 sati pri temperaturi od 95℃ | Nema prske, nema promjera |
SOCKET FUSION JOINT FOR PPR PIPE SYSTE

1 Priprema za fusioniranje
Izaberite odgovarajuće utičnice, instalirajte ih i pripremite mašinu za fusioniranje, alate i materijale za fusioniranje

2 Šarenje PPR cijevi
Šarenje tražene duljine specifičnim šarenjem za PPR cijevi

3 PPR čišćenje cijevi
Čišćenje površine za spajanje PPR cijevi alkoholom

4 Mjerite dubinu
Označavanje odgovarajuće dubine za određenu PPR cijev

5 Grijanje
Umetnite PPR cijev i PPR spoj u varivački alat do varive depth bez vretenja

6 Trenutanak i Spajanje
Umetnite zagrijevanu cijevnu glavicu točno i pravilne prilagodbe, prilagodba treba biti završena unutar 5 sekundi
List za datum treniranja PPR cijevi
| Promjer (mm) | Dubina varjenja (mm) | Vrijeme zagrijavanja (s) | Vrijeme varjenja (s) | Vrijeme hlađenja (min) |
| 20 | 14 | 5 | 4 | 2 |
| 25 | 15 | 7 | 4 | 2 |
| 32 | 16.5 | 8 | 6 | 4 |
| 40 | 18 | 12 | 6 | 4 |
| 50 | 20 | 18 | 6 | 4 |
| 63 | 24 | 24 | 8 | 6 |
| 75 | 26 | 30 | 8 | 8 |
| 90 | 29 | 40 | 8 | 8 |
| 110 | 32.5 | 50 | 10 | 8 |
Napomena :
→ Vrijeme zagrijavanja za PPR cijev treba odgovarati zahtjevima PPR proizvoda i prilagoditi se prema radnoj temperaturi. Kada je radna temperatura ispod 5℃, vrijeme zagrijavanja treba produžiti za 50%.
→ Nakon što se završi zagrijavanje, brzo uklonite cijev i spoj iz alata za suvarenje, odmah ih spojite bez okretanja dok se označena dubina suvarjenja ne pokrije bumbastom PPR-om s spoja.
→ Spojevi moraju biti fiksirani tijekom određenog vremena montaže, nakon hlađenja, suvarski spoj je spreman za uporabu.

 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 SR
SR
 SK
SK
 UK
UK
 VI
VI
 SQ
SQ
 ET
ET
 HU
HU
 MT
MT
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 CY
CY
 IS
IS
 AZ
AZ
 LA
LA
 MN
MN
 UZ
UZ
 KY
KY